粉末鋼 PM-9V 特性用途:1,材料特性 PM-9V是采用微粒冶金工藝生產(chǎn)的粉末鋼。PM-9V的化學(xué)成分是在PM-10V的基礎(chǔ)上做了修改,降低了碳和釩的含量,以改善鋼的韌性和抗熱沖擊性能,在使用高碳高鉻工具鋼或高速鋼缺乏足夠韌性和抗熱沖擊性能、低合金工具鋼和熱作工具鋼缺乏足夠耐磨性的場合,更應(yīng)該選擇PM- 9V。
PM粉末冶金工藝與傳統(tǒng)冶金工藝相比較,可生產(chǎn)成分均勻、尺寸穩(wěn)定、硬度高和韌性好的高質(zhì)量鋼材。
2,典型應(yīng)用 沖頭
軋輥
模具
鐓鍛工具
縱剪機刀片
擠出工具
剪切刀片
造粒刀片
塑料工藝中的部件:逆止閥和螺栓
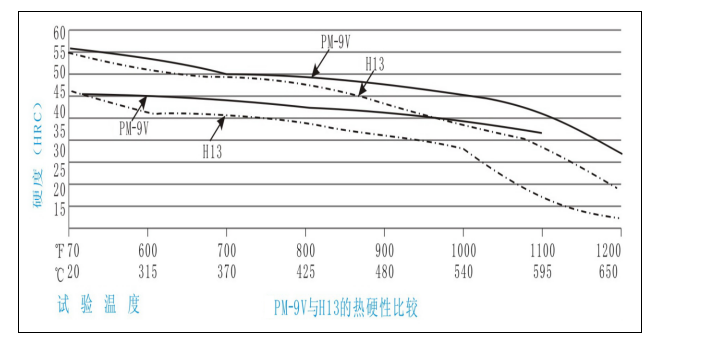
3,機械性能 比較PM- 9V與H13熱硬性
 4,機械加工和磨削能力
4,機械加工和磨削能力 退火狀態(tài)下,PM- 9V和M2機械加工性能相當(dāng)。傳統(tǒng)高速鋼使用的磨削設(shè)備和方法對PM- 9V都是可行的,“SG”型氧化鋁磨輪和CBN(立方碳化硼)砂輪更適合處理PM材料。
成份參數(shù):1,化學(xué)成分:
| C |
Cr |
Mo |
W |
Co |
V |
| 1.8 |
5.25 |
1.3 |
- |
- |
9.0 |
2,物理性能:◆彈性模量:221X10
3 MPa
◆密 度:7.455 g/cm
3◆熱傳導(dǎo):
溫度°С W/m- °k
22 18.99
100 20.48
200 21.60
300 23.10
400 25.25
500 25.81
540 26.08
◆熱脹系數(shù):
溫度°Сmm/mm/°С
20- 90 10.07X10
-620-200 11.18X10-
620-430 11.16X10
-620-650 11.86x10-
6熱處理:◆臨界溫度:1590℉(865℃)
鍛造:2000-2100℉(1095-1150℃),停鍛溫度不低于1700℉(930℃),緩冷。
退火:加熱至1650℉(900℃),保溫2小時,以低于30℉(15℃)/小時的速度緩冷至1000℉(540℃),然后隨爐冷或在靜止空氣中冷卻至室溫。
退火硬度:BHN 223-255
◆消除應(yīng)力
●退火工件:加熱至1200~1250℉(650~680℃),保溫2小時,爐冷或在靜止空氣中冷卻至室溫。
●硬化工件:加熱到比回火溫度低25-30℉(15℃),保持2小時,隨爐冷或在靜止空氣下冷卻至室溫。
●矯直:400-800℉(200-430℃)溫矯
◆硬化
●預(yù)熱:加熱至1550-1600℉(845-870℃)均勻化,第二階段預(yù)熱建議在1850-1900℉(1010-1040℃)真空爐或保護氣氛下進行。
●奧氏體化:1875~2050℉(1025~1120℃),保持10~60分鐘。為了獲得最好的綜合性能,奧氏體化通常推薦采用1950~2050℉(1065~1120℃) 。
●淬火:空淬或最小2bar氣淬至125℉(50℃)以下,或者鹽浴和油淬至1000℉(540℃),然后空冷至125℉(50℃)以下。采用鹽浴處理,可獲得最大韌性。在1850-1300℉(1010-705℃)范圍內(nèi)進行真空或氣淬,可達到最佳熱處理效果。
●回火:不低于540℃回火兩次,每次最少2小時。
●尺寸變形:+0.01%
◆推薦熱處理:
在2050℉(1120℃)奧氏體化,保持30-45分鐘,淬火后在1025℉(550℃)回火三次,可獲得韌性和耐磨性的最佳組合。
目標(biāo)硬度:54-56HRC 奧氏體化溫度較高,可獲得較高的硬度,但是韌性稍有降低。較低的奧氏體化溫度可獲得最佳的沖擊韌性。
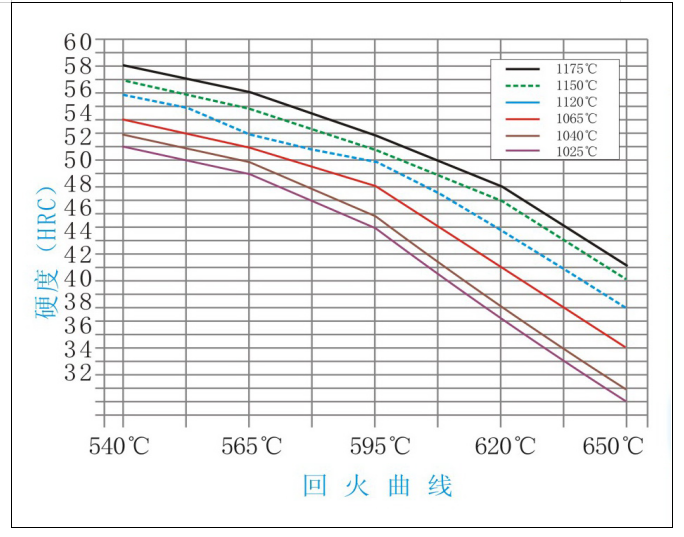
熱處理硬度:
| 淬火加熱溫度 |
1025°С |
1040°С |
1065°С |
1120°С |
1150°С |
1175°С |
| 最小保溫時間(分鐘) |
60 |
45 |
30 |
20 |
15 |
10 |
| 淬后硬度HRC |
53 |
54 |
56 |
58 |
59 |
61 |
| 540°С回火HRC |
52 |
53 |
54 |
56 |
57 |
58 |
| 韌性最大,并有效消除應(yīng)力的最佳熱處理工藝 |
| 550°С回火HRC |
51 |
52 |
53 |
55 |
56 |
57 |
| 565°С回火HRC |
50 |
51 |
52 |
53 |
55 |
56 |
| 595°С回火HRC |
46 |
47 |
49 |
51 |
52 |
53 |
| 620°С回火HRC |
39 |
40 |
43 |
46 |
48 |
49 |
| 650°С回火HRC |
33 |
34 |
37 |
40 |
42 |
43 |
| 最少回火次數(shù) |
2 |
2 |
2 |
2 |
3 |
3 |
結(jié)果可因硬化方法和截面尺寸不同而改變,鹽浴或油淬硬度最高,真空或大氣冷卻可能低1-2HRC。
 機械性能及表面處理:
機械性能及表面處理: 1,韌性
1,韌性 按照材料硬度的要求,降低硬化溫度來提高耐磨性。
 2,表面處理
2,表面處理 PM- 9V的回火溫度較高(>1000℉(540℃)),適合做氮化處理、PVD涂層或類似的表面處理(氮化層硬度可達到HRC 60~65)。通常CVD表面處理溫度超過臨界溫度,導(dǎo)致材料尺寸變化不可預(yù)測。



